



服務(wù)熱線
18251868166
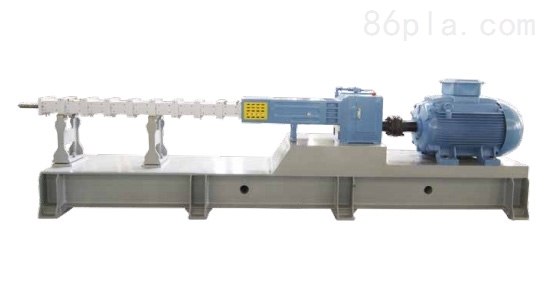

簡要描述:工業(yè)雙螺桿擠出設(shè)備適合部分對混煉分散要求高物料,主要用于黑色母、高填充等應(yīng)用,具有產(chǎn)量大,能耗低等優(yōu)點。
 所在城市:南京市廠商性質(zhì):生產(chǎn)廠家更新時間:2024-05-24訪 問 量:2932
所在城市:南京市廠商性質(zhì):生產(chǎn)廠家更新時間:2024-05-24訪 問 量:2932工業(yè)雙螺桿擠出設(shè)備簡介:
適合部分對混煉分散要求高物料,主要用于黑色母、高填充等應(yīng)用,具有產(chǎn)量大,能耗低等優(yōu)點。
操作:
1. 開機前先開啟總電源,水源,打開前蓋,檢查有無漏水現(xiàn)象;然后啟動電源,設(shè)定材料所需溫度,此過程為設(shè)備預(yù)熱并把螺桿速度調(diào)在"0”位。 加熱溫度高于螺桿機料筒里之前剩余原料的溫度(此時加熱溫度為螺桿里面剩余殘料與新實驗配料之間取最高溫),加熱溫度到位,慢速擠出一段新實驗配料,直到料口無雜質(zhì)。再調(diào)節(jié)到新實驗配料的合適溫度加熱溫度穩(wěn)定 (第一次使用新材料溫度高于理論溶點的5~10度),慢速加入新實驗材料后,慢速啟動螺桿,(進料口不要堆料,送料與擠出速度一致)十分鐘后慢慢加速螺桿(送料同時加速)出料口的料→進水槽前先觀察材料溶化程度(用手可感覺粘稠度,太粘稠可降低溫度,不太粘稠可適當加快擠出調(diào)速)切粒機與擠出速度保持一致。啟動操作,緩慢加料,出料后再放快速度,送料電機速度以出料斗無堆料為準。嚴禁在設(shè)備達到材料熔點前開啟設(shè)備,由此引起螺桿斷裂本司概不負責。
2. 試驗完畢設(shè)備內(nèi)材料基本送完即停機,不能長時間空轉(zhuǎn),否則造成螺桿損傷。
3. 依次關(guān)閉加熱,電源按鍵,總電源開關(guān)。與開機時次序剛好相反。此時進行模頭清洗→關(guān)閉模頭溫控→抽出發(fā)熱管與探頭線,在模頭有溫度時松開螺絲(注意防燙手→打開前模→折下中間過濾板清洗→清洗完模板的接觸面。清洗完模頭此時若要清洗螺桿可適量加入蠟和低密度材料來清洗螺桿,以慢度啟動螺桿擠出。完成清洗后,模頭重新裝回,鎖緊螺絲,裝回發(fā)熱管及探頭線便可。
工業(yè)雙螺桿擠出設(shè)備保養(yǎng):
(1)每次套螺紋前應(yīng)將板牙排屑槽內(nèi)及螺紋內(nèi)的切屑清除干凈;
(2)套螺紋前要檢查圓桿直徑大小和端部倒角;
(3)套螺紋時切削扭矩很大,易損壞圓桿的已加工面,所以應(yīng)使用硬木制的V型槽襯墊或用厚銅板作保護片來夾持工件。工件伸出鉗口的長度,在不影響螺紋要求長度的前提下,應(yīng)盡量短;
(4)套螺紋時,板牙端面應(yīng)與圓桿垂直,操作時用力要均勻。開始轉(zhuǎn)動板牙時,要稍加壓力,深圳擠出機,套入3~4牙后,可只轉(zhuǎn)動而不加壓,并經(jīng)常反轉(zhuǎn),以便斷屑;
(5)在鋼制圓桿上套螺紋時要加機油潤滑。
主要技術(shù)參數(shù)
| 主機型號 Model | 長徑比 L/D | 轉(zhuǎn)速 Speed | 參考產(chǎn)量 Capacity for reference |
| ECOH52 | 28-48 | 500-600rpm | 1000-2000kg/h |
| ECOH65 | 28-48 | 500-600rpm | 1500-3000kg/h |
| ECOH75 | 28-48 | 500-600rpm | 2000-4000kg/h |
備注:以上規(guī)格參數(shù)如有變更,恕不另行通知
上一篇:改性造粒機器設(shè)備
下一篇:往復(fù)式振動篩
公司地址
江蘇省常州市武進區(qū)禮毛路45號聯(lián)系電話
400-096-8228電子郵箱
sales@njkwls.com版權(quán)所有 © 2024 江蘇坤威朗盛裝備科技有限公司 備案號:蘇ICP備2021047026號-2 技術(shù)支持:塑料機械網(wǎng) 管理登陸 sitemap.xml