




服務熱線
18251868166

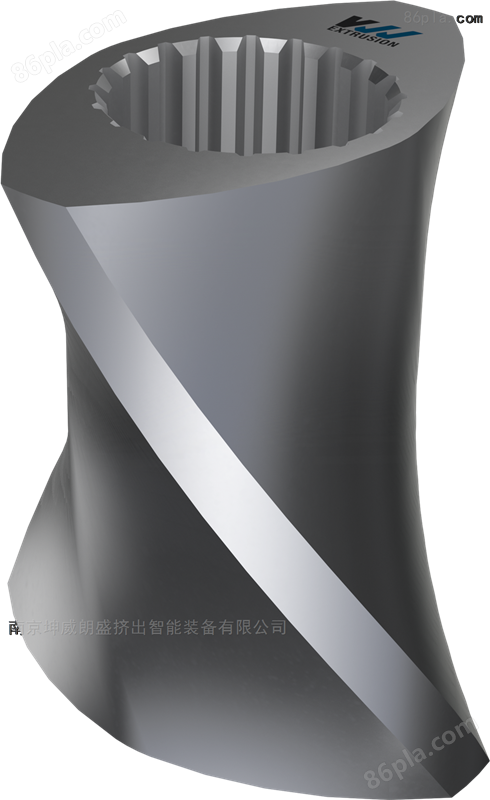
生產加工螺紋元件類型
輸送元件 混合元件
捏合塊以及捏合片 轉換元件(GD)
深槽輸送元件(SK) 用于側喂料元件
單頭、雙頭以及三頭螺紋元件 應客戶要求的特殊
應用機型
- APV - Kobe - Theysohn
- Bühler - Toshiba - Buss - USEON - Clextral - Labtech - Kurimoto - Lantai
- JSW - Leistritz - KEYA - Maris - OMC
生產加工螺紋元件特點及優勢
1. 所有元件材料均采用品牌或歐洲雙螺桿塑機專業材料供應商,并進行元素及金相分析檢查,確保原材料;
2. 內花鍵用花鍵塞規檢查,確保元件的互換性;
3. 所有元件精加工均采用熱后CNC數控磨削加工,形狀誤差控制在±0.015以內,捏合塊片距及片厚公差控制在±0.03以內,
長度公差控制在±0.01以內,外形表面粗糙度均≤Ra0.8,*消除了熱處理變形對元件品質的影響;
4. 采用歐洲HIP工藝加工的粉末高速鋼,并嚴格按對方熱處理工藝處理的元件,其耐磨耐蝕性能與國外等同品牌;
5. 專業的技術團隊,不僅能及時準確提供來樣測繪設計,亦可提供元件組合方面的技術服務;
6. 不管是國內還是國外主機,公司均備存有詳盡的技術資料和專用工裝夾具,能迅速提供備件服務;常用元件均有充足庫存,當天下單當天發貨;新產品貨期在45天內交貨;
注意事項
經校對塞規計量超差或者達到計量器具周檢期的環規,由計量管理人員收回作相應的處理措施。
1、通規使用前:應經相關檢驗計量機構檢驗計量合格后,方可投入生產現場使用。
使用時:應注意被測螺紋公差等級及偏差代號與環規標識的公差等級、偏差代號相同(如M24*1.5-6h與M24*1.5-5g兩種環規外形相同,其螺紋公差帶不相同,錯用后將產生批量不合格品)。
2、止規使用時:應注意被測螺紋公差等級及偏差代號與環規標識公差等級、偏差代號相同檢驗測量過程:首先要清理干凈被測螺紋油污及雜質,然后在環規與被測螺紋對正后,用大母指與食指轉動環規,旋入螺紋長度在2個螺距之內為合格,否則判為不合格品。
3、維護與保養量具(環規)使用完畢后,應及時清理干凈測量部位附著物,存放在規定的量具盒內。生產現場在用量具應擺放在工藝定置位置,輕拿輕放,以防止磕碰而損壞測量表面。嚴禁將量具作為切削工具強制旋入螺紋,避免造成早期磨損。可調節螺紋環規嚴禁非計量工作人員隨意調整,確保量具的準確性。環規長時間不用,應交計量管理部門妥善保管。
4、注意事項在用量具應在每個工作日用校對塞規計量一次。經校對塞規計量超差或者達到計量器具周檢期的環規,由計量管理人員收回作相應的處理措施。可調節螺紋環規經調整后,測量部位會產生失圓,此現象由計量修復人員經螺紋磨削加工后再次計量鑒定,各尺寸合格后方可投入使用。報廢環規應及時處理,不得流入生產現場。
公司地址
江蘇省常州市武進區禮毛路45號聯系電話
400-096-8228電子郵箱
sales@njkwls.com版權所有 © 2024 江蘇坤威朗盛裝備科技有限公司 備案號:蘇ICP備2021047026號-2 技術支持:塑料機械網 管理登陸 sitemap.xml